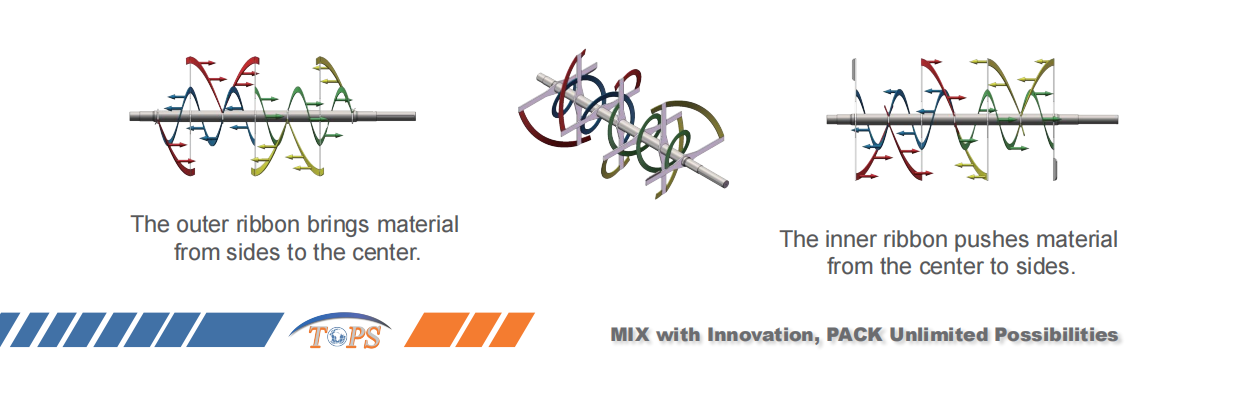
Sama sa imong nahibal-an, ang ribbon blender usa ka episyente kaayo nga kagamitan sa pagsagol nga panguna nga gigamit alang sa pagsagol sa mga pulbos nga adunay mga pulbos, o alang sa pagsagol sa daghang bahin sa pulbos nga adunay gamay nga likido.

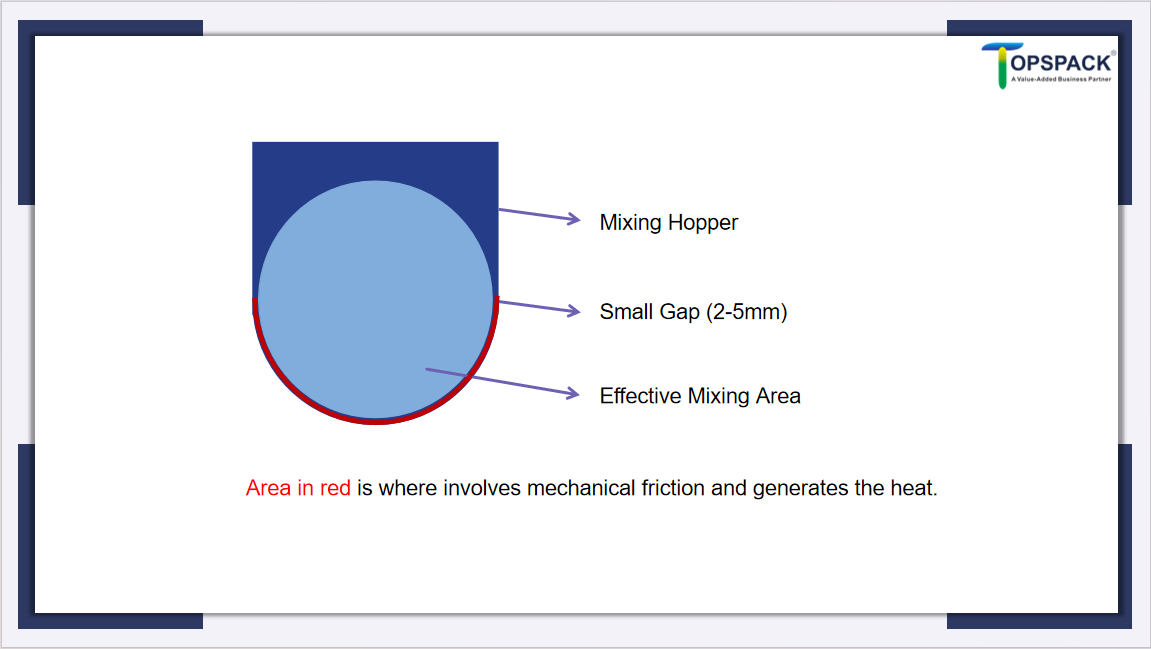
Kung itandi sa ubang mga pinahigda nga blender, sama sa paddle blender, ang ribbon blender adunay mas dako nga epektibo nga lugar sa pagsagol, apan kini hinungdan sa pipila ka matang sa kadaot sa materyal nga porma. Kini tungod kay ang gintang tali sa ribbon blades ug sa mixing trough wall gamay ra, ug ang puwersa gikan sa ribbons ug sa bungbong sa mixing trough makadugmok sa materyal ug makamugna og kainit, nga makaapekto sa mga kabtangan sa pipila ka mga materyales.
Kung nagpili usa ka ribbon blender, mahimo nako nga tagdon ang mga musunud nga aspeto:
- Materyal nga porma: Ang materyal kinahanglan nga sa powder o gamay nga granular nga porma, ug labing menos ang kadaot sa materyal nga porma kinahanglan nga madawat.
- Kainit nga namugna pinaagi sa friction tali sa materyal ug sa makina: Kung ang init nga nahimo makaapekto sa pasundayag ug mga kabtangan sa piho nga mga materyales.
- Yano nga pagkalkula sa gidak-on sa blender: Kalkulahin ang gikinahanglan nga gidak-on sa ribbon blender base sa materyal nga mga panginahanglan.
- Opsyonal nga mga configuration: Sama sa mga bahin sa pagkontak sa materyal, mga sistema sa pag-spray, mga medium sa pagpabugnaw o pagpainit, mekanikal nga mga selyo, o mga selyo sa gas.
Human sa pagsusi sa materyal nga porma,Ang sunod nga kabalaka mao ang problema sa pagpainit.
Unsay angay natong buhaton kon ang materyal sensitibo sa temperatura?
Ang ubang mga pulbos sa industriya sa pagkaon o kemikal kinahanglang magpabilin sa ubos nga temperatura. Ang sobra nga kainit mahimong hinungdan sa mga pagbag-o sa pisikal o kemikal nga mga kabtangan sa materyal.
Pasagdi's naggamit ug limitasyon sa 50°C isip pananglitan. Kung ang hilaw nga materyales mosulod sa blender sa temperatura sa kwarto (30°C), ang blender mahimong makamugna og kainit sa panahon sa operasyon. Sa pipila ka mga friction zone, ang kainit mahimong hinungdan sa temperatura nga molapas sa 50°C, nga gusto namong likayan.
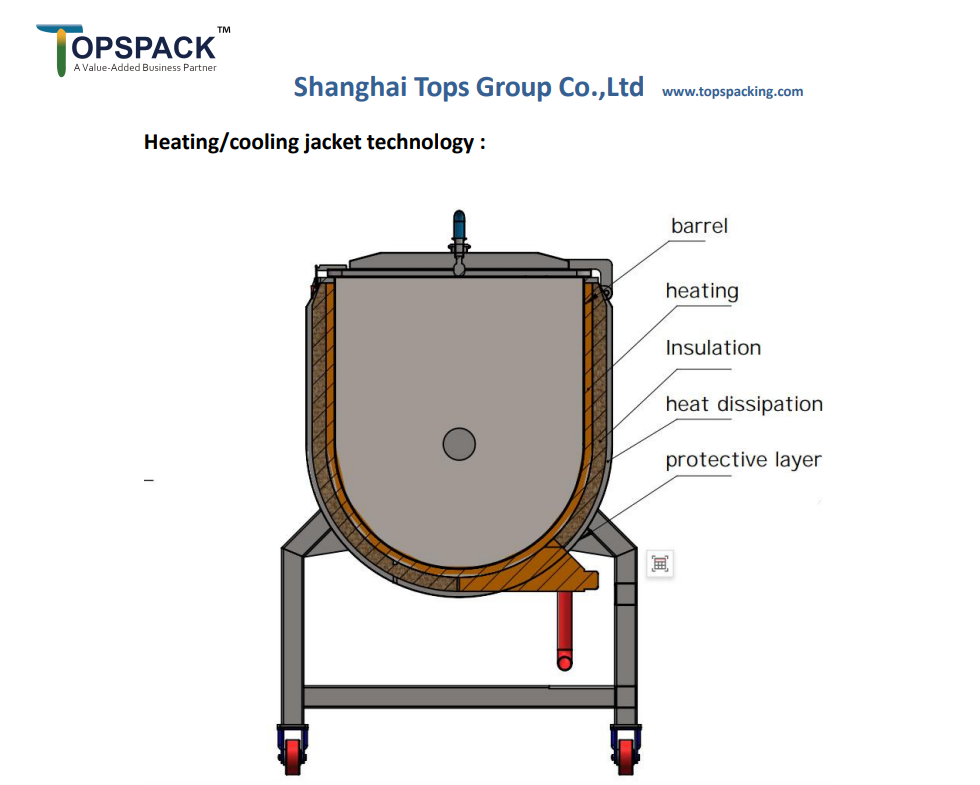
Aron masulbad kini, mahimo natong gamiton ang usa ka makapabugnaw nga dyaket, nga naggamit sa tubig sa temperatura sa lawak isip medium nga makapabugnaw. Ang pagbinayloay sa kainit tali sa tubig ug sa friction gikan sa mga dingding sa pagsagol direkta nga makapabugnaw sa materyal. Dugang sa pagpabugnaw, ang sistema sa dyaket mahimo usab nga gamiton alang sa pagpainit sa materyal sa panahon sa pagsagol, apan ang pagsulod ug outlet sa init nga medium kinahanglan nga usbon sumala niana.
Alang sa pagpabugnaw o pagpainit, usa ka gintang sa temperatura nga labing menos 20°C gikinahanglan. Kung kinahanglan nako nga kontrolon pa ang temperatura, usahay ang usa ka yunit sa pagpabugnaw alang sa pagpabugnaw sa medium nga tubig mahimong mapuslanon. Dugang pa, adunay ubang mga medium, sama sa init nga alisngaw o lana, nga magamit sa pagpainit.
Unsaon pagkalkulo sa gidak-on sa ribbon blender?
Human makonsiderar ang problema sa pagpainit, ania ang usa ka yano nga paagi aron mapili ang gidak-on sa ribbon blender, nga nagtuo nga:
Ang resipe mao ang 80% nga protina nga powder, 15% nga cocoa powder, ug 5% nga uban pang mga additives, nga adunay gikinahanglan nga output nga 1000kg kada oras.
1. Ang datosIkinahanglan sa wala pa ang kalkulasyon.
| Ngalan | Data | Nota |
| Kinahanglanon | PilaA Kg kada Oras? | Unsa kadugay sa matag oras nagdepende.B Mga panahon kada Oras Alang sa dako nga gidak-on sama sa 2000L, usa ka oras alang sa 2 ka beses. Depende sa gidak-on. |
| 1000 Kg kada Oras | 2 ka beses kada Oras | |
| Kapabilidad | PilaC Kg matag Oras? | A Kg kada Oras÷ B Mga Oras kada Oras=C Kg matag Oras |
| 500 Kg matag Higayon | 1000 Kg kada Oras÷2 ka beses kada Oras= 500 Kg kada Oras | |
| Densidad | PilaD Kg kada Litro? | Mahimo nimong pangitaon ang panguna nga materyal sa google o mogamit usa ka sulud nga 1L aron masukod ang gibug-aton sa net. |
| 0.5 Kg matag litro | Kuhaa ang protina nga powder isip pangunang materyal. Sa google 0.5 gramos kada cubic milliliter= 0.5 Kg kada Litro. |
2. Ang kalkulasyon.
| Ngalan | Data | Nota |
| Ang gidaghanon sa loading | PilaE Litro matag higayon? | C Kg matag Oras ÷D Kg kada Litro =E Litro matag higayon |
| 1000 Litro matag higayon | 500 Kg matag Oras÷ 0.5 Kg kada Litro =1000 Litro matag higayon | |
| Layding rate | Max 70% sa Total nga Tomo | Labing maayo nga epekto sa pagsagol alang sa ribbonblender |
| 40-70% | ||
| Min Total nga gidaghanon | PilaF Kinatibuk-ang gidaghanon labing menos? | F Kinatibuk-ang gidaghanon×70% =E Litro matag higayon |
| 1430 Litro matag higayon | 1000 Litro matag higayon÷70% ≈1430 Litro matag higayon |
Ang labing hinungdanon nga mga punto sa datos mao angOutput(Usa ka kg kada oras)ugDgibug-aton (D kg matag litro). Kung naa nako kini nga kasayuran, ang sunod nga lakang mao ang pagkalkula sa kinatibuk-ang gidaghanon nga gikinahanglan alang sa usa ka 1500L ribbon blender.
Opsyonal nga mga configuration nga ikonsiderar:
Karon, atong tukion ang ubang mga opsyonal nga mga configuration. Ang panguna nga konsiderasyon mao kung giunsa nako gusto nga isagol ang akong mga materyales sa ribbon blender.
Carbon Steel, Stainless Steel 304, Stainless Steel 316: Unsa nga materyal ang kinahanglan nga gama sa ribbon blender?
Nagdepende kini sa industriya diin gigamit ang blender. Ania ang usa ka kinatibuk-ang giya:
| Industrial | Materyal nga blender | Pananglitan |
| Agrikultura o kemikal | Carbon steel | Abono |
| Pagkaon | Stainless steel 304 | Protina nga powder |
| Pharmaceutical | Stainless steel 316/316L | Disinfectant powder nga adunay chlorine |
Sistema sa Pag-spray: Kinahanglan ba nako nga idugang ang likido samtang nagsagol?
Kung kinahanglan nako nga idugang ang likido sa akong sagol o gamiton ang likido aron makatabang sa proseso sa pagsagol, kinahanglan ang usa ka sistema sa pag-spray. Adunay duha ka nag-unang matang sa mga sistema sa pag-spray:
- Usa nga naggamit sa limpyo nga compressed nga hangin.
- Ang lain nga naggamit og bomba isip tinubdan sa kuryente, nga makahimo sa pagdumala sa mas komplikadong mga sitwasyon.

Packing Sealing, Gas Sealing ug Mechanical Sealing: Unsa ang labing maayo nga kapilian alang sa pag-seal sa shaft sa usa ka blender?
- Pagputos sa mga selyomao ang usa ka tradisyonal ug cost-effective nga sealing nga pamaagi, nga angay alang sa kasarangan nga pressure ug speed nga mga aplikasyon. Gigamit nila ang humok nga mga materyales sa pagputos nga gi-compress sa palibot sa shaft aron makunhuran ang pagtulo, nga dali nga mapadayon ug ilisan. Bisan pa, mahimo silang magkinahanglan matag karon nga pag-adjust ug pag-ilis sa taas nga mga panahon sa operasyon.
- Gas seal, sa laing bahin, makab-ot ang sealing nga walay kontak pinaagi sa pagporma og gas film gamit ang high-pressure gas. Ang gas mosulod sa gintang tali sa bungbong sa blender ug sa shaft, nga magpugong sa pagtulo sa sealed medium (sama sa powder, liquid, o gas).
- Composite mekanikal nga selyo nagtanyag maayo kaayo nga sealing performance nga adunay dali nga pag-ilis sa mga bahin sa pagsul-ob. Gihiusa niini ang mekanikal ug gas sealing, nga nagsiguro nga gamay nga pagtulo ug gipalugway nga kalig-on. Ang ubang mga disenyo naglakip usab sa pagpabugnaw sa tubig aron ma-regulate ang temperatura, nga angay alang sa mga materyal nga sensitibo sa kainit.
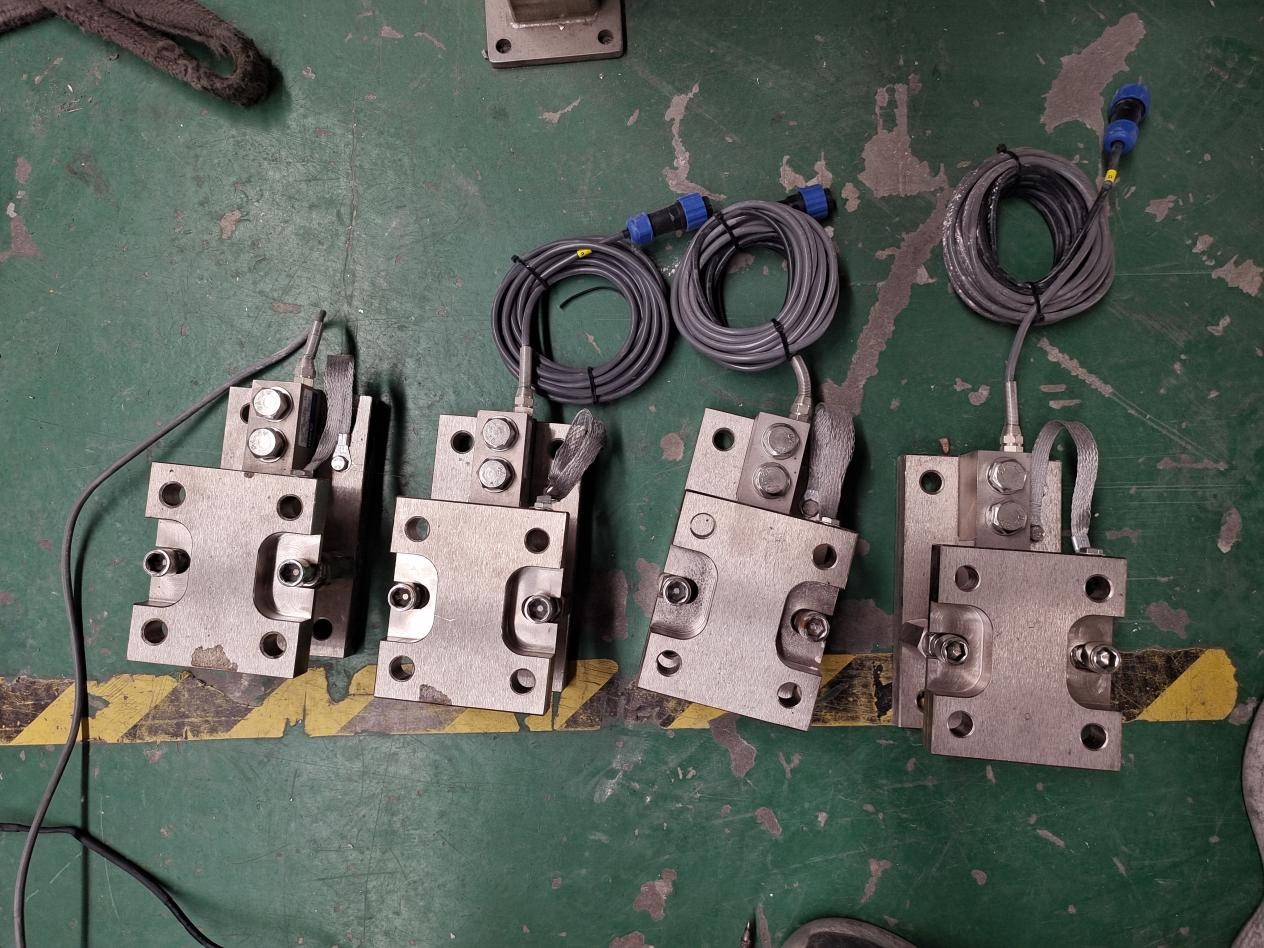
Paghiusa sa Sistema sa Pagtimbang:
Ang usa ka sistema sa pagtimbang mahimong idugang sa blender aron tukma nga masukod ang matag sangkap's proporsyon sa panahon sa proseso sa pagpakaon. Gisiguro niini ang tukma nga pagkontrol sa pormulasyon, gipauswag ang pagkaporma sa batch, ug gipamenos ang basura sa materyal. Labi nga mapuslanon kini sa mga industriya nga nanginahanglan estrikto nga katukma sa resipe, sama sa pagkaon, tambal, ug mga kemikal.

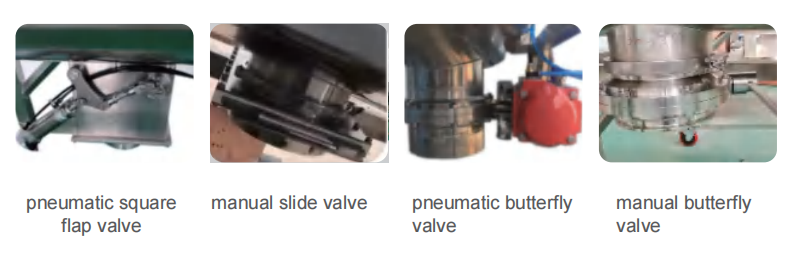
Mga Opsyon sa Discharge Port:
Ang discharge port sa usa ka blender usa ka kritikal nga sangkap, ug kini kasagaran adunay daghang mga klase sa balbula: balbula sa butterfly, balbula sa flip-flop, ug balbula sa slide. Parehong ang butterfly ug flip-flop valves anaa sa pneumatic ug manual nga mga bersyon, nga nagtanyag sa pagka-flexible depende sa aplikasyon ug mga kinahanglanon sa operasyon. Ang mga pneumatic valves maayo alang sa mga automated nga proseso, nga naghatag og tukma nga pagkontrol, samtang ang manwal nga mga balbula mas haum alang sa mas simple nga mga operasyon. Ang matag klase sa balbula gidisenyo aron masiguro ang hapsay ug kontrolado nga pag-discharge sa materyal, nga maminusan ang peligro sa mga clogs ug ma-optimize ang kahusayan.
Kung aduna kay dugang mga pangutana mahitungod sa prinsipyo sa ribbon blender, ayaw pagduhaduha sa pagkontak kanamo alang sa dugang nga konsultasyon. Biyai ang imong impormasyon sa pagkontak, ug kami mokontak kanimo sulod sa 24 oras aron makahatag og mga tubag ug tabang.
Oras sa pag-post: Peb-26-2025